 Главная
Главная
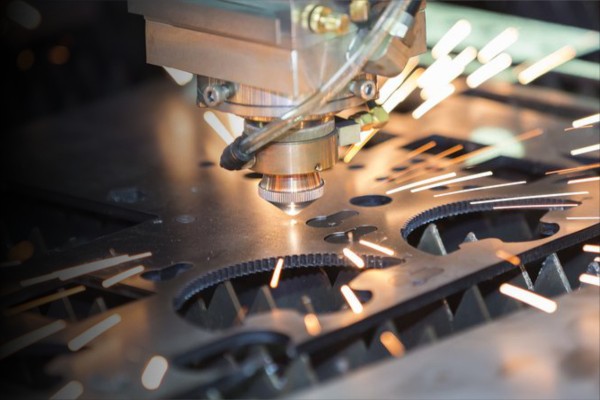
Самый точный и качественный метод получения деталей сложной формы из нержавеющих листов металла – резка лазером ЧПУ. С помощью лазерной резки нержавейки можно получать плоские изделия с любой необходимой геометрией, в т.ч. с множеством разнокалиберных отверстий, пазов, острых углов. Суть метода состоит в направленном воздействии мощного потока светового излучения на заготовку. Тепловая энергия инфракрасного лазера термически разрушает структуру металла, выполняя его нагрев, плавление и равномерное испарение в точке контакта. Передвигаясь по координатам контура, заранее заложенного технологом в управляющую программу ЧПУ станка, устройство последовательно вырезает деталь из листа.
Для лазерной резки нержавейки используются станки с мощностью в тысячи ватт, при этом сечение луча составляет всего лишь 10-20 микрон, что позволяет добиться очень высокой точности обработки с минимальной погрешностью. Скорость вырезания деталей может составлять до нескольких метров в минуту, технология подходит для серийного и штучного производства, характеризуется минимальным количеством отходов. Допустимая толщина листовых заготовок из нержавеющих сплавов составляет 0,2-10 мм. Края получаются аккуратными, без заусенцев и вмятин, характерных для мехобработки и прессования, без окалины и пережженных участков, встречающихся при плазменной резке. Дополнительная обработка кромок не требуется.
Преимущества технологии лазерной резки нержавейки:
• высокая скорость резки, по сравнению с другими промышленными методами;
• минимальное количество отходов, гораздо меньше, чем при штамповке;
• безупречно высокое качество реза, минимальная достижимая погрешность;
• возможность обработки листов разной толщины, с одинаковым качеством;
• повторяемость размеров и контуров детали.
Точность наведения лазера по заданным в ЧПУ станке координатам составляет десятые доли миллиметра. И если для раскроя стройматериалов она не важна, то для панелей управления, приборных досок и других сложных изделий с множеством отверстий этот плюс имеет решающее значение. Здесь лазерная резка нержавеющей стали заметно выигрывает у гильотинной рубки, обработки прессом, отрезания металла плазмой. Кромки получаются очень качественными, с углом, близким, к 90 градусам. Легкая конусность может быть заметна только при работе с листовыми заготовками большой толщины, 8-10 мм. Да и в этом случае, уклон редко превышает 0,5 градуса.
Другое важное преимущество лазерной резки нержавейки – возможность получения очень тонких отверстий, недостижимая или труднодостижимая для аналогов. Так, если с помощью плазменного оборудования можно получать отверстия диаметром от 4 мм и выше, то минимальный их диаметр для лазера составляет уже 1 мм (но не меньше толщины заготовки). К тому же, такие станки лучше справляются с резкой углов – не пережигают и не закругляют их кромки, как плазма.