Пол Стены
Потолок
Окна
Двери
Отделка
Сантехника
Электрика
Отопление
Утепление
Крыши
Инструмент
Советы
Стены
Потолок
Окна
Двери
Отделка
Сантехника
Электрика
Отопление
Утепление
Крыши
Инструмент
Советы
Стены
Потолок
Окна
Двери
Отделка
Сантехника
Электрика
Отопление
Утепление
Крыши
Инструмент
Советы
Встроенная мебель в нишах и эркерах становится все более популярной благодаря своей универсальности и гармоничному внешнему виду. Такой подход позволяет не только эффективно использовать ограниченное пространство, но и создавать уникальные интерьеры, отражающие индивидуальный стиль хозяев.

Стиль фьюжн — это уникальное сочетание различных дизайнерских направлений, эпох и культурных влияний, создающее гармоничное и динамичное пространство. Он позволяет выразить индивидуальность, экспериментировать с формами, текстурами и цветами, а также объединить в интерьере элементы, казалось бы, несочетаемые.
Гостиная – это сердце дома, место встреч с семьёй и друзьями, зона отдыха и место для проявления индивидуального стиля. Именно поэтому дизайн интерьера гостиной требует особого внимания и заботы, чтобы создать атмосферу уюта, комфорта и эстетической привлекательности.
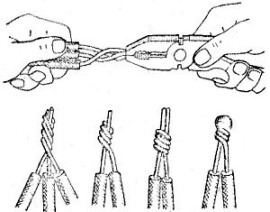
Соединение проводов пайкой

 2 401
2 401 
Подобное соединение обеспечивает долговечный контакте отличной проводимость. Кроме проводов, пайка применяется для соединений выводов электроэлементов в электробытовых приборах и особенно широко - в радиоэлектронной аппаратуре. Для соединений, подвергающихся механическим воздействиям или нагреву, пайка не применяется.
Для пайки и лужения жил обычно применяют оловянно-свинцовый припой ПОС-30 или ПОС-40. Цифры соответствуют содержанию олова в процентах по массе. Температура плавления этих припоев - 255°С и 234°С соответственно.
В качестве флюса для пайки и лужения медных жил применяют канифоль, которую удобно использовать в виде 20 %-ного спиртового раствора по объему, флюс наносится на жилы кисточкой.
Перед пайкой жилы зачищают мелкой наждачной бумагой до блеска, залуживают и закрепляют между собой.
Вид соединений выбирается в зависимости от материала жилы, ее сечения и др. При пайке алюминиевых жил рациональна скрутка желобком, в котором под слоем расплавленного припоя легче защищать жилы от оксидной пленки. Бандажная скрутка удобна для жил больших сечений, которые свить между собой трудно. В последнем случае удобно применить и совмещение бандажной скрутки с формированием желобка. Для бандажа берется медная проволока диаметром 0,6- 1,5 мм, но не больше диаметра паяемых жил. Бандажная проволока залуживается, как и каждая подготовленная для пайки жила, в отдельности.
На пайку одной из крутки припоя потребуется больше, чем способно донести жало паяльника. Поэтому кончик палочки припоя подносят непосредственно к жалу паяльника, прогревающего скрутку, чтобы припой, расплавляясь, затекал в скрутку. Количество припоя будет достаточно, если он обволакивает скрутку так, что витки бандажа или скрутки просматриваются из под слоя припоя.
После пайки остатки канифоли удаляют ватным тампоном, смоченным в ацетоне.
Оксидную пленку, препятствующую пайке алюминиевых жил, необходимо разрушать в процессе пайки. Предварительное зажуливание облегчает пайку алюминиевых жил. Его проводят расплавленным припоем под слоем швейного масла или расплавленной канифоли с добавлением в расплав стальных опилок. Опилки под нажимом жала паяльника, "натирающего" жилу, разрушают пленку, обеспечивая хорошее залуживание. Предварительная зачистка алюминиевой жилы наждачной бумаги, обильно смазанной вазелином, также упрощает залуживание: вазелин, оставаясь на жиле, изолирует зачищенные места от кислорода, воздуха. Пайку залуженной жилы ведут аналогично пайке медных проводов.
Раздел: Электрика
Похожие статьи
Наиболее простой способ сварки алюминиевых жил сечением до 10 мм и медных до 4 мм - контактный...
 16.02.12
16.02.12
16.02.12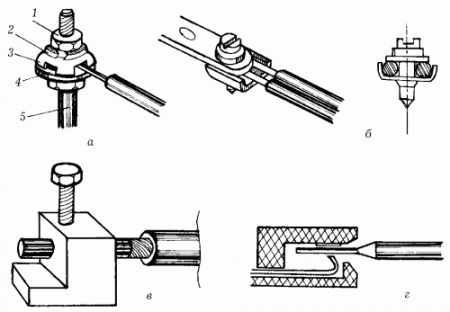
Такие зажимы в силу простоты и удобства широко применяются для присоединения проводов к розеткам,...
14.02.12
14.02.12
Основное требования к электрическому соединению: обеспечить надежный и долговечный контакт в...
14.02.12
14.02.12
Провод: одна или несколько голых или изолированных жил. Шнур отличается от провода гибкостью, кроме...
07.02.12
07.02.12
Прежде чем рекомендовать методы поиска неисправностей, рассмотрим простой пример. В елочной...
07.02.12
07.02.12
Электропроводка по виду исполнения подразделяется на открытую и скрытую. В жилых помещениях...
07.02.12
07.02.12
Электропроводка, выполненная в соответствии с ПУЭ, при правильной эксплуатации надежно работает...
07.02.12
07.02.12
Домашнему электрику рано или поздно придется устранять ненадежный контакт между проводом и розеткой...
07.02.12
07.02.12
Для сборки и разборки резьбовых соединений в корпусах приборов и в электрических контактах...
07.02.12
07.02.12
При ремонте электропроводки следует помнить о связанной с этим опасности для жизни и имущества....
04.02.12
04.02.12



















При копировании информации с сайта гиперссылка на сайт обязательна!
")
